
This simple and versatile technique is utilized to bend sheet metal profiles for prototypes and batch production. A range of geometries can be formed including bend, continuous and sheet, it is also referred to as brake forming.
INTRODUCTION
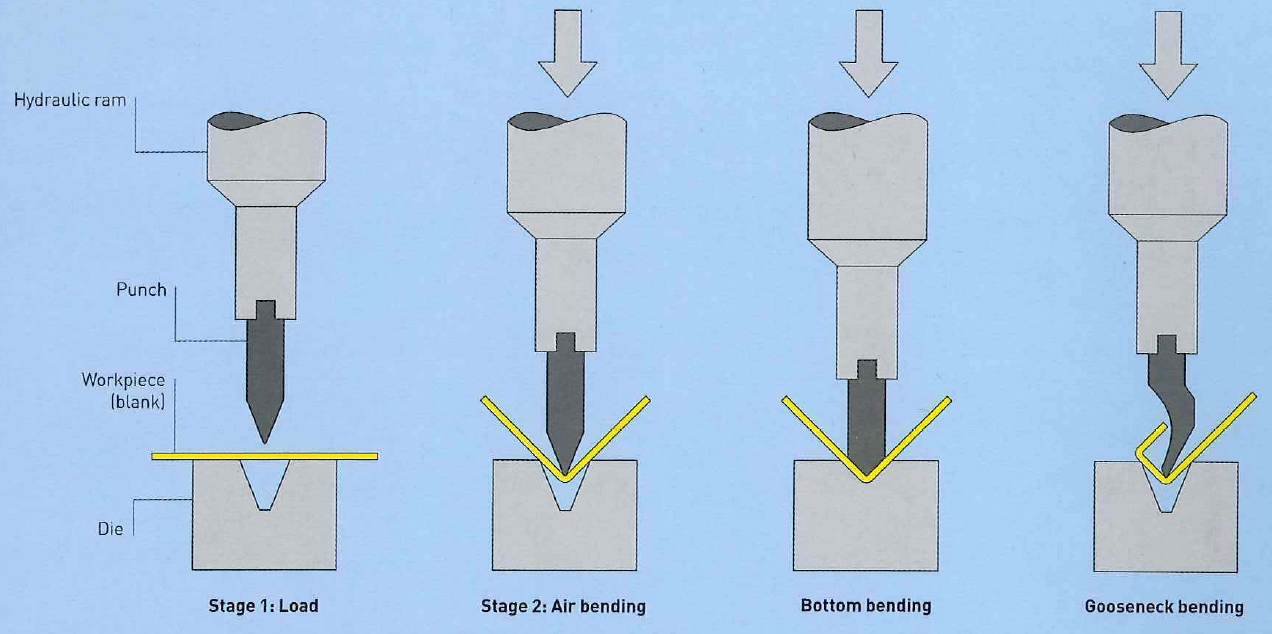
Press brakes are fundamental to low to medium volume metalwork. When combined with cutting and joining equipment, press brakes are capable of producing a range of products including continuous, bend and sheet geometries. They tend to be manually operated and are used for one-off, low volume and batch production up to 5,000 units. Pressure is applied by a hydraulic ram, which forces the metal to bend along a single axis between a punch and die. There are many standard punches and dies, which are used to produce a range of bends with different angles and circumferences, but always in a straight line.
TYPICAL APPLICATIONS
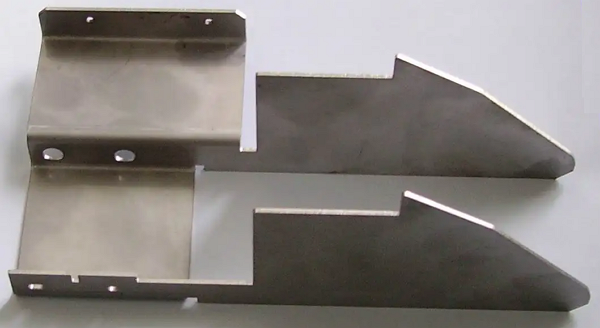
Press brakes are versatile machines, capable of bending both thick and thin sections up to 16 m (52 ft) long. Examples include lorry sidings, architectural metalwork, interiors, kitchens, furniture and lighting, prototypes and general structural metalwork and repairs.

RELATED PROCESSES
This process tends to be limited to volumes less than 5,000 parts. Each bend is another operation and the machine has to be set up to accommodate each bend. While this is not a lengthy process with modern computer-guided machinery, every second counts in high volume production. Thus large volumes of manufacture often justify processes with higher tooling costs provided they reduce the number of operations and cycle time.
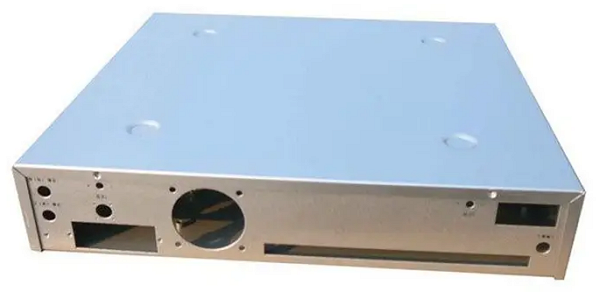
Metal stamping can produce shapes with complex undulating profiles in a single operation. Design for this process is very different from that of press braking. Metal folding is similar to press braking: they are both used to form tight bends in thin sheet materials. Metal folding machines are often integrated into a sheet metalworking production line. They are used in the manufacture of thin walled metal enclosures, packaging and electronics housing, for example. The sorts of geometries that can be made include squares, rectangles, pentagons, hexagons and tapered shapes. Roll forming shapes metal sheet into continuous profiles with a constant wall section and is similar to extrusion. Roll forming has the advantage of being able to process almost any metal. Extrusion, on the other hand, is capable of producing hollow profiles with varying wall thicknesses.
QUALITY
Applying a bend to a sheet of material increases its strength, while bending processes combine the ductility and strength of metals to produce parts with improved rigidity and lightness. Machines are computer guided, which means they are precise to within at least 0.01 mm (0.0004 in-) and can be preprogrammed for any given part. Even so, the aesthetic quality of press braking is largely dependent on the skill of the operator and their experience with that particular machine,
DESIGN OPPORTUNITIES
Press brakes form continuous bends in sheet material up to 8 m (26 ft) long; 16 m (52 ft) is possible by literally bolting machines together. Using an air bending die, it is possible to bend a range of angles very quickly by depressing the ram only as much as necessary. Acute-angle dies can form sheet material into acute bends down to 30°. Segmented dies can produce bends up to specific lengths, which means multiple bends can be made simultaneously. Press brakes have the capability of producing long, tapered and segmented profiles, which are not possible with roll forming or extrusion.
DESIGN CONSIDERATIONS
The main limitation of press braking is that it can do only straight line bends. The internal radius is roughly 1 times material thickness for ductile material and 3 times material thickness for hard materials. Bend allowance (also referred to as stretch allowance) is used to calculate the dimensions of a piece of metal post-forming. Generally, it is sufficient to add the length of arc through the middle of the material thickness to calculate the dimensions of the flat net shape. The punch has to apply pressure along the entire length of the bend. Hollow parts are produced by fabricating sheet geometries post-bending. This is also a consideration for enclosures with 2 close 90° angle bends that form an undercut feature (re-entrant), for example. Punches with overhanging features can be used; they reach into undercuts and apply pressure along the entire length of the bend.
The maximum thickness (subject to the capability of the machine) is approximately 50 mm (2 in.) if the metal is cold formed. Beyond this, the surface of the material reaches the extent of its ductility and will tear. Introducing heat to the bend area means the process can bend higher thicknesses and the limitation is then machine capability. Maximum dimensions are generally limited by sheet size because lengths up to 16 m (52 ft) have been bent for street lighting, for example.
COMPATIBLE MATERIALS
Almost all metals can be formed using press braking, including steel, aluminum, copper and titanium. Ductile metals will bend more easily and so thicker sections can be formed.
COSTS
Standard tooling is used to produce a wide range of bent geometries: for example, an air bending die can produce a range of angles down to very acute bends. However, this is less accurate than V-dies for bottom bending. Specialized tooling will increase the unit price, depending on the size and complexity of the bend.
Cycle time is up to 6 bends per minute on modern computer guided equipment. Set-up can take a long time but is greatly reduced by a skilled operator. Labor costs are high for manual operations because a high level of skill and experience are required to produce accurate parts.
ENVIRONMENTAL IMPACTS
Bending is an efficient use of materials and energy. There is no scrap in the bending operation, although there may be scrap produced in the preparation (of the metal blank, for example) and in subsequent finishing operations.