
This cold metal pressing technique is used to form shallow sheet and bend profiles in sheet metal. It is rapid and precise, and is used to produce a wide range of everyday products from car bodies to metal trays.
INTRODUCTION
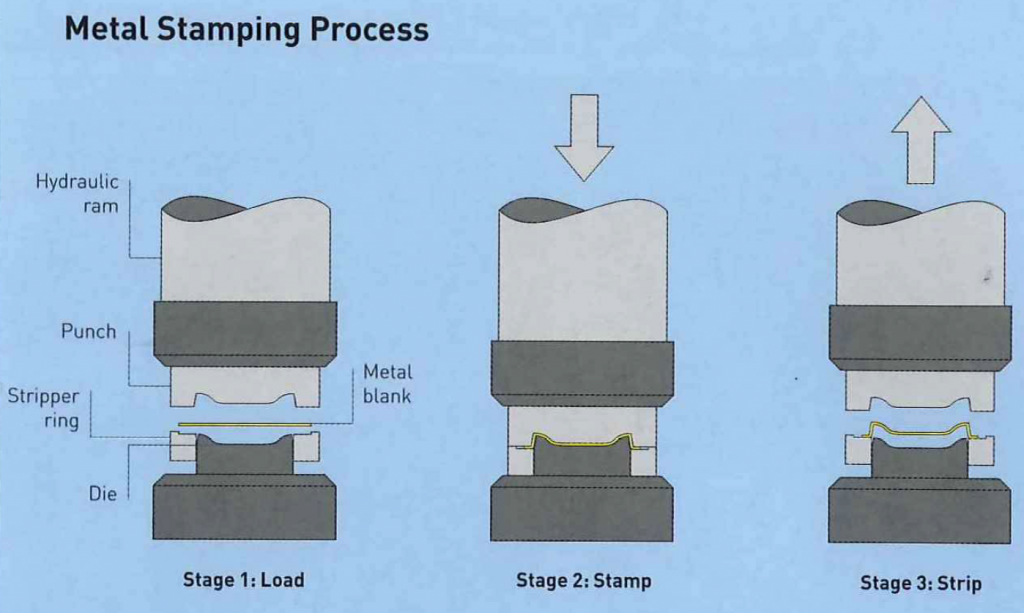
Metal stamping is used to describe forming shallow metal profiles between matched steel tools. Tooling costs are high and so this process is only suitable for high volume production.
It is a rapid process used to form precise shapes without significantly reducing the material’s thickness. It is known as deep drawing when the relationship between depth and diameter mean that controlled drawing is required, which slightly reduces the material’s thickness during forming.
Mass produced parts that require multiple forming and cutting operations are produced with progressive dies, a process made up of a series of dies working very rapidly and in tandem. While a part is being formed the second operation is being carried out simultaneously on the part that was formed previously and so on. Parts may require 5 operations or more, which is reflected in the number of workstations
TYPICAL APPLICATIONS
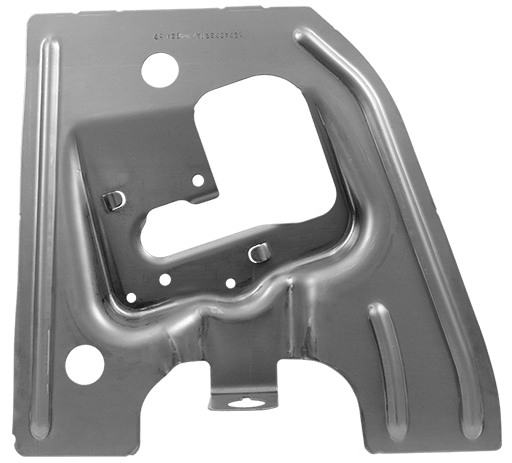
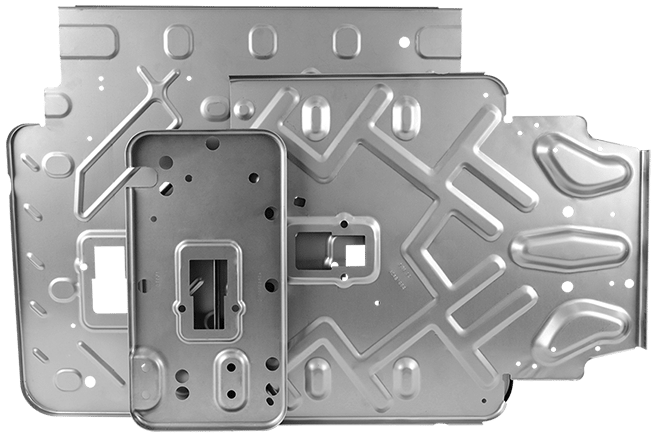
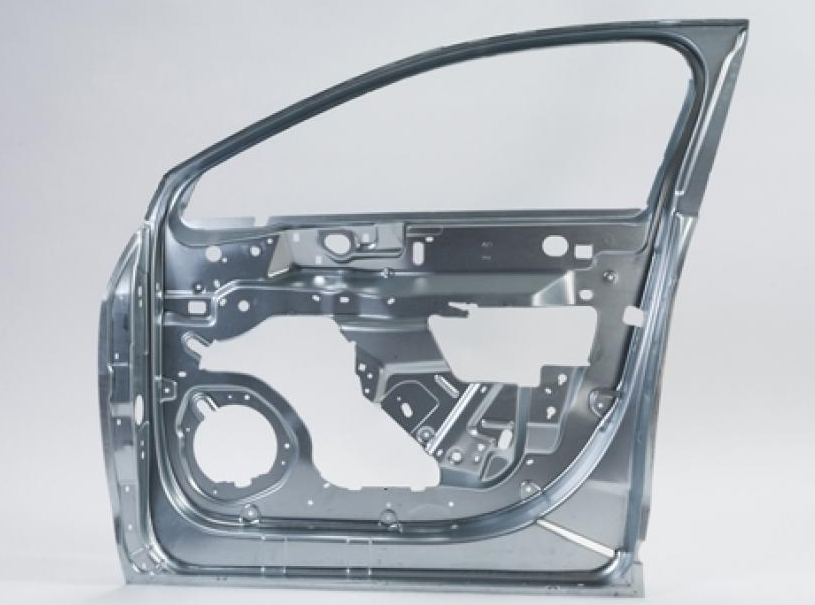
Stamping is widely used. Most mass production metalwork in the automotive industry is stamped or pressed. Examples include bodywork, door linings and trim.
Metal camera bodies, mobile phones, television housing, appliances and MP3 players are formed by stamping. Kitchen and office equipment, tools and cutlery are made in this way. Not only are the external features stamped, but also much of the internal metalwork and structure is shaped in the same way.

RELATED PROCESSES
Low volume parts are manufactured by panel beating metal spinning or press braking. These can produce similar geometries to metal stamping, but they are labor intensive and require skilled operators.
Even though stamping and deep drawing are similar, there are distinct differences between them. Parts with a depth greater than half their diameter have to be drawn out and their wall thickness reduced. This has to be carried out gradually and more slowly to avoid overstretching and tearing the material.
Superforming can produce large and deep parts in a single operation. However, it is limited to aluminum, magnesium and titanium because they are the only materials with suitable superplastic properties.
QUALITY
Shaped metal profiles combine the ductility and strength of metals in parts with improved rigidity and lightness.
If appearance is not critical, parts are simply deburred after forming. Polishing is used to improved surface finish. Parts can also be powder coated, spray painted or electroplated.
DESIGN OPPORTUNITIES
These are rapid and precise methods for forming shallow metal profiles from sheet materials. Round, square and polygonal shapes can be made with similar ease.
Ribs can be integrated into parts to reduce the required wall thickness. This has a knock on effect in reducing weight and cost.
Shapes with compound curves and complex undulating profiles can be formed between matched tools. The only other practical way of forming these profiles is by panel beating, which is labor intensive and a highly skilled process. Soft tooling can be used to progress from panel beating to metal stamping. This is where 1 side of the tooling is made of semi-rigid rubber, which applies enough pressure to form the metal blank over the punch.

DESIGN CONSIDERATIONS
Stamping is carried out on a vertical axis. Therefore, re-entrant angles have to be formed with a secondary pressing operation. Secondary operations include further press forming, cutting, deburring and edge rolling.
The first stamping operation can only reduce the diameter of the blank by up to 30%. Subsequent operations can reduce the diameter by 20%. This indicates the number or operations (workstations) required in the production of apart.
As in deep drawing, the limits of this process are often determined by the capabilities of the machine; bed size determines the size of blank and stroke determines the length of draw achievable. Speed is determined by stroke height and the complexity of the part.
The thickness of stainless steel that can be stamped is generally between 0.4 mm and 2 mm (0.02-0.08 in.). It is possible to stamp thicker sheet, up to 6 mm (0.236 in.), but this will affect the shape that can be formed.
COMPATIBLE MATERIALS
Most sheet metals can be formed in this way including carbon steel, stainless steel, aluminum, magnesium, titanium, copper, brass and zinc.
COSTS
Tooling costs are high because tools have to be machined precisely from high strength tool steel. Semi-rigid rubber tooling is less expensive, but still requires a single-sided steel tool and is only capable of low volume production.
Cycle time is rapid and ranges from 1 to over 100 parts per minute. Changeover and setup can be time consuming.
Labor costs are generally low because this process is mechanized and often fully automated. Finishing products by polishing will increase labor costs considerably.
ENVIRONMENTAL IMPACTS
All scrap can be recycled. Metal stamping produces long lasting and durable items.