
This is a high precision CNC process that can be used to cut, etch, engrave and mark a variety of sheet materials including metal, plastic, wood, textiles, glass, ceramic and leather.
INTRODUCTION
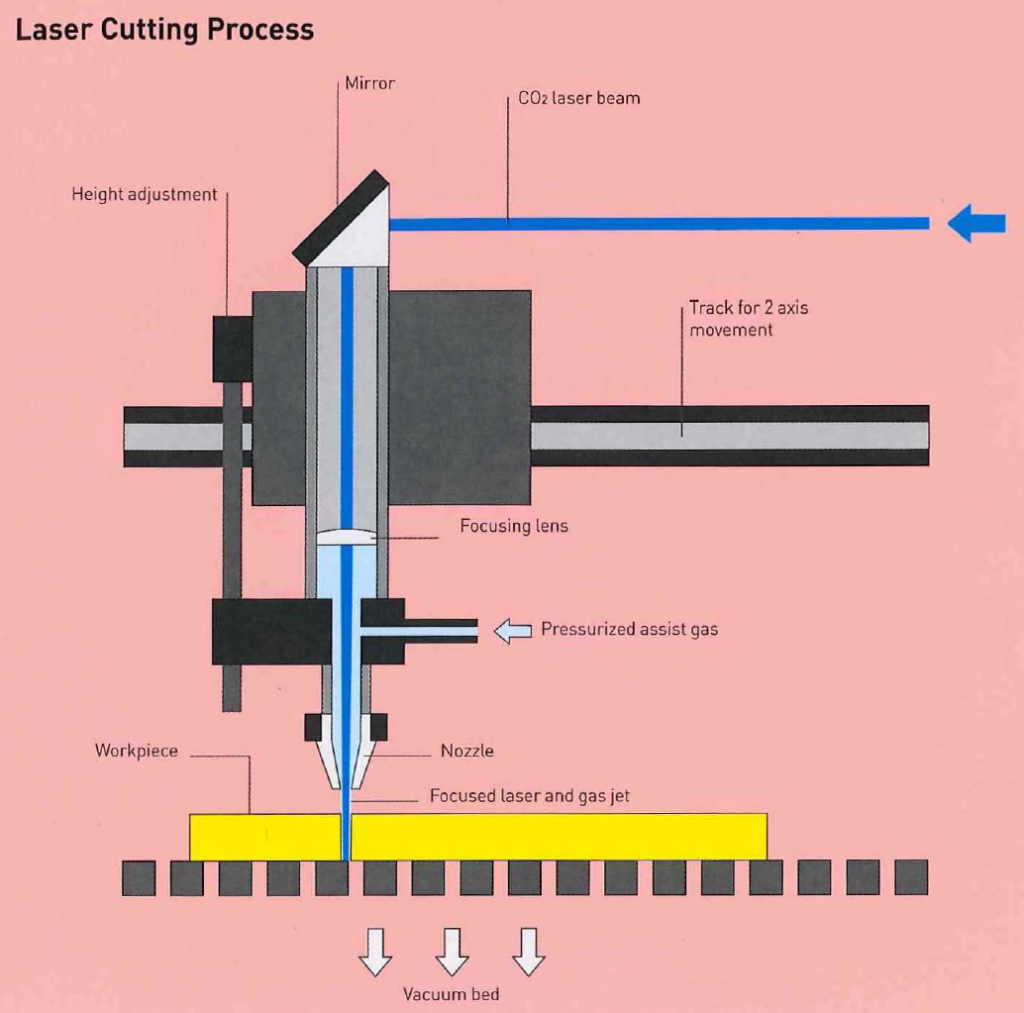
Laser works by focusing thermal energy on a spot 0.1 mm to 1 mm (0.0004-0.004in.) wide to melt or vaporize the material. And it operates at very high speeds to precise tolerances and produce accurate parts with very high edge finish.

TYPICAL APPLICATIONS
Applications are diverse and include modelmaking, furniture, consumer electronics, fashion, signs and trophies, point of sale, film and television sets, and exhibition pieces.

QUALITY
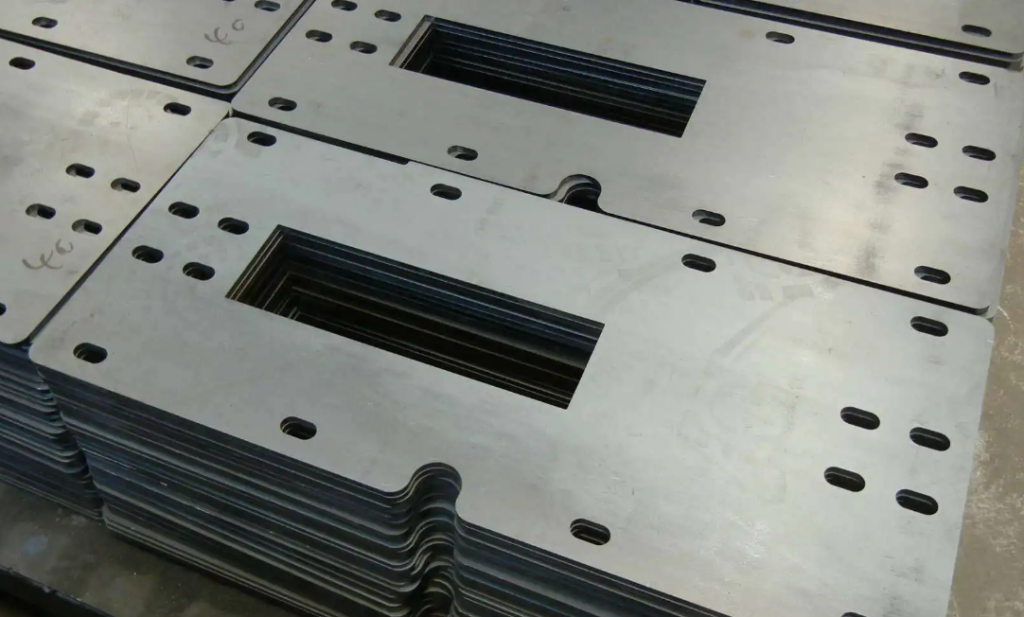
The choice of material will determine the quality of the cut. Certain materials, like thermoplastics, have a very high surface finish when cut in this way. Laser processes produce perpendicular, smooth, clean and cuts with a narrow kerf in most materials.
DESIGN OPPORTUNITIES
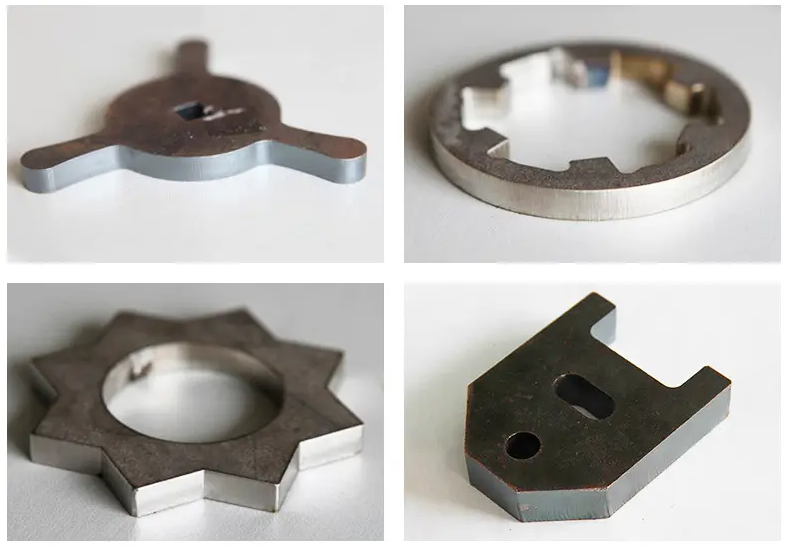
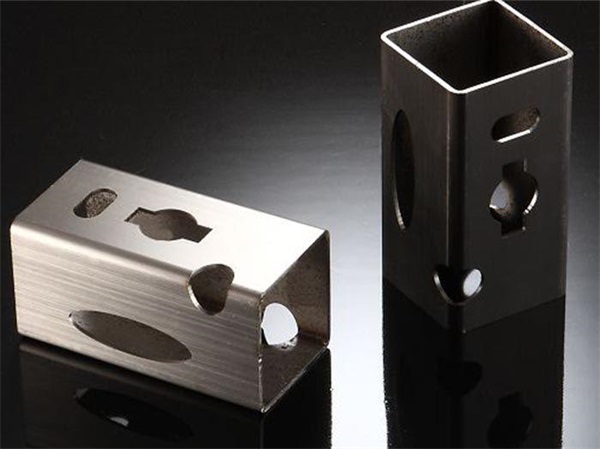
These processes do not stress the workpiece, like blade cutting, so small and intricate details can be produced without reducing strength or distorting the part. Therefore very thin and delicate materials can be cut in this way.
Raster-engraving methods can be used to produce logos, pictures and fonts on the surface of materials with cuts of various depths. Certain systems are very flexible and can be used to engrave from a variety of file formats.
DESIGN CONSIDERATIONS
These are vector-based cutting systems: the lasers follow a series of lines from point to point. The files used are taken directly from CAD data, which is divided up into layers that determine the depth of each cut. It is important that all lines are ‘pedited’ (joined together) so that the laser cuts on a continuous path. Replica
lines also cause problems because the laser will treat each line as another cut and so increase process time.
Compatible file formats include .DXF and .DWG. Any other file formats may need to be converted.
This process is ideally suited to cutting thin sheet materials down to 0.2 mm (0.0079 i11-); It is possible to cut sheets up to 40 mm (1.57 in.), but thicker materials greatly reduce processing speed. Different laser powers are required for different operations. For example, lower powered lasers (150 watts) are more suitable for cutting plastics because they leave a polished edge. High-powered lasers (1 to 2 kilowatts) are required to cut metals, especially reflective and conductive alloys.
COMPATIBLE MATERIALS
These processes can be used to cut a multitude of materials including timber, veneers, paper and card, synthetic marble, flexible magnets, textiles and fleeces, rubber and certain glasses and ceramics. Compatible plastics include polypropylene (PP), poly methyl methacrylate (PMMA), polycarbonate (PC), polyethylene terephthalate glycol (PETG), carbon fiber, polyamide (PA), polyoxymethylene (POM) and polystyrene (PS). Of the metals, steels cut better than aluminum and copper alloys, for example, because they are not as reflective to light and thermal energy.
COSTS
There are no tooling costs for this process. Data is transmitted directly from a CAD file to the laser cutting machine.
Cycle time is rapid but dependent on material thickness. Thicker materials take considerably longer to cut.
The process requires very little labor. However, suitable CAD files must be generated for the laser cutting machine, which may increase initial costs.
ENVIRONMENTAL IMPACTS
Careful planning will ensure minimal waste, but it is impossible to avoid offcuts that are not suitable for reuse. Thermoplastic scrap, paper and metal can be recycled, but not directly.